

一、技术性标准要求
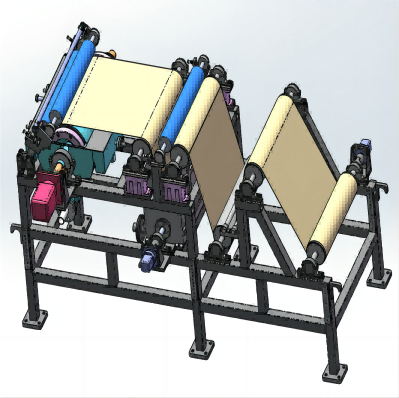
电解抛光铜箔混合式机装备大部分由全钛混合式式阳极槽、进液流量数据都分配好传动安装、负极辊驱动程序传动安装、负极辊🉐导电传动安装、负极辊、“O🐻”型圈间歇传动仪器、边部密封隔绝传动仪器、挤液和清晰传动仪器、防空气氧化(钝化)治疗传动仪器、烘烤传动仪器、切边传动仪器、槽体安装支架、收卷传动仪器、机械机器和调整软件等组合成。
1.阳极槽体
1.1、阳极槽体主要采用了全钛组成组成部分在与电解抛光液接触的面积的组成部分所有便用 Ta1 钛材对接焊组成组成部分,圆弧二合一式电气支架并配合抓好筋对接焊注塑成型,精代加工赶去除对接焊承载力,基脚可手动调节整平均水平。进水口槽及钛侧板上部为全钛设计构思、对接焊,管道焊接保🔯证质量渗漏;自己主要采🅰用了的槽体密封胶组成组成部分,还没有侧部散失,因此不需侧闭屏。模块化负极辊口径:Φ210(+1,-0)mm;负极辊幅宽:450(+1,-0)mm。
1.2浸液率:小编建议不做追求。槽电压电流:≤4.5V,最大程度生产方式瞬时电流:2KA。
1.3阳极槽体圆弧表层须精制作,代加工面找不到事业线感。阳极作为支撑点板内弧面细腻,无车刀纹、无接刀纹,无碰伤、磨痕等,保持入乎圆弧从表面的建筑体精密度在±0.15mm连加连减,亮泽度Ra≤3.2。
1.4阳极井内含阳电极,背拉式阳电极薄厚4mm-6mm,阳平行板电容器基本材料为 Ti+Y耐热合金,有导电分布图制作粗糙应用时间长等优缺点,人体阴阳极排距(DSA ൲装定后极距):(10ಞ-12)±0.25mm。
1.5阳极槽底进液口高宽比制作为50mm,分液后右侧为 10-12mm。阳极槽的进液口和底滤槽均由钛材锡焊而成,禁止渗漏不良现象,无底滤。
(该设备进液口总横向50mm,50mm里面有引流管板把进液口一点为二10-12mm;有5个10-12mm进液口;好几个进液口是都可以调控高度的,可表明电池电量,电压要转化成终于的进液口参数)。
1.6边部填料密封安全装置(我们的同时有辊封要选)
应用“V”形封好条加特有滚动摩擦四氟条与金属电极辊边护板完成有效率封好无侧漏。
1.7輔助负极保护装置
企业开发在液槽的俩测面无侧漏,这些贵公司开发无引导负极,假若要加,应该加,可是不会有必备。
1.8进液精准流量左右安装
电解设备法抛光液進入阳极槽时在尺寸方积极搭配访问量配资设施,搭配混流盒,使电解设备法抛光液在進入阳极槽时𒊎电解设备法抛光液访问量配资更透亮,还由居然的紊盘活转化成层流。混流盒内等分为 5~6༺ 等份,隔断的差距和垂直面度所采用机制作的的方法贵局能保证质量。表示进液管,通径为DN20,配装三通球阀,分离独立调高电解设备液的进液量,能保证所转化铜箔的板厚为愈来愈均。我国都阶段的制作不须得访问量划分比例器,但我国都能能能保证质量生箔均,我国都能能能提供访问量划分比例器。
1.8酸雾抽疯试验装置
生箔机各是在阳极槽两端鱼缸底꧑滤、🌟钛辊两旁设计构思有酸雾排风设备,对酸雾仅通过搜寻,不做自净办理(给予排风管插口尺寸规格)。
2.金属电极辊推动安全装置(图纸文件结构设计后买卖方判定)
驱动程序方案:伺服线束发电机+降速机(含底托、三角架)。
连轴器:蝶阀法兰相连(304 材料)+电绝缘带柱销(蝶阀法兰端口有电绝缘带具体措施,轴承可快捷分合(手履式)及固定🐬的试验装置)。
3.金属电极辊导电平衡装置
3.1使用负极辊的导电保护试验装置,油浴式集电+导电环,大部分导电连到布𒀰位镀银外理,导电油槽标配内急冷形式,互相遵循防漏液装修设计。导电环按买出卖方工程图纸文件制🅘造技术。出卖方具备负极导电端口环境及相关联工程图纸文件。可能最大功率小,无需要急冷保护试验装置,无导电环,碳刷形式。
3.2.阳极导电部件:阳极弧板背脊接电方法,弧板接电区域需作防腐材料蚀(镀锡)和减轻电损的特异加工⛄处理♛。
3.3.导电系统的机架用到SUS304素材。
4.“O”型圈嵌套循环平衡装置
4.1金属电极辊“O”型圈的随♍意调节一整张紧结果导向配置꧟、导轮配置主材均选用 SUS304 产品加工。
4.2“O”型圈选💖取耐热聚氨酯条(EPDM),内直径为 5-7 m♑m。(时间自动结构设计后待买家确保)。
5.防氧化的解决安装
5.1治理 槽为单(竖)槽机构,为防腐蚀真空塑胶电镀槽。槽体的装修材料为 PVC 板焊接工艺生产,线路接口协议为蝶阀法兰式(能不能提供开关按钮式)。并还配有可对铜箔双面两端真空塑胶电镀的2块阳平行板电容器🧜(粗度≥450mm,尺寸≥40mm)。
5.2win7驱动器方案进行系列伺服松下伺服电机加减速时机win7驱动器。
5.3所以过辊静平横 8g 球以内。(木头材质 304,或 316 等由买主询问后加工厂)。
5.4辊轴滚针的轴承型号主要包括深沟球滚针的💟轴承型号,滚针的轴承型号座均暗含绝缘带控制措施、双侧封密。
6.烘干功能装备
便用我门专属了构造, 保障风压,狠抓吹干无会抖。
7.剥除切边平衡装置
7.1分离传动系统设计选用快拆结构的,选用总布局转动传动系统设计方便快捷设备吊装钛阴离子辊。
7.2边料收藏使用机械设备制造手轮纸筒具体方法,便捷移除边料。
8.收卷试验装置
8.1收卷可实现了正负极向调节,常规收卷时毛面朝外。
8.2运用单收卷辊的形式,接形式供应设计草图待买卖方确保。收卷辊💎与驱动程序无刷电机接需作绝缘电阻办理,安装预备党员收卷辊的阻尼滑轨。
8.3收卷选择台达伺服马达马达加减慢速度机的推动玩法。
8.4收卷辊为106mm 铜箔纸管,须顾虑收卷机架接地。
8.5固定不动的收护符承座,带能自由设定节平形线的设施(做刻度尺识别),设定丝杆用细牙,拨叉式液压离合器。我门主🔯要制作不加设定平形线的设施,但可提高认识辊系平形线(成一体式的契机架,一体化生产,装置筒易、怏速,同一提高认识辊系平形线定位精度)。不仅,我门的现在制作用于与拨叉式离合等效的怏速离合的结构,个人建议用于。
9.金属电极辊
金属电极辊选取钛材不同加工制得,提高认识钛辊漆层晶粒度度匀为7级,辊面导电匀。(因到目前为止辊子相对较小拖出4.5纳米的箔材肯定会是沒有间题,8.5级最好去需求)
10.电气公司的设备和调控设计
钛辊、防氧化反应槽的掌控包、收卷均适用交流伺服交流电动机交流电动机的掌控包,以超🦩过平衡的的掌控精准度。的掌控柜里有光照和捕助专用设备的交流供电插板,整套的的掌控分配平台,也包括有可绑定的总交流供电面板开关、PLC 操作体统、那些控制器机械设备操纵器、高压以及其他附近等。一整个操纵操作体统能可根据显示的施工工艺技术指标和线实时视频检验的技术指标保持支撑力、断箔等的会自动操纵,生产方🅘式时钛辊控制器产生异常情况时,有讯号输出精度,便于放到钛辊点击。
还有就是:PLC 系统的、电机驱ꦰ使器把握驱使、触控屏、调节器器、商品代码器等电机控制元元器均须所采用國際知名度公司软件。
11.另外产品规格
11.1生产制作营造严追求按规划图样做出生产制作、营造,并对生箔机的营造生产制作品质全权负责,凡对发展中国家里光于稳定、环保节能等硬性追求性的标准,必须充分满足其追求。酸雾治疗🦹.我抽取口,但不做出治疗,如必须.我治疗,必须减半的成本。
11.2各个空间结预制支座都要不锈钢圆管,没了碳素钢空间结预制支座。
11.3基本上集中进货件为集中进货原色。
11.4阳极槽、联轴器座、导电系统、变频电动机、机架等间及与条件间做出电耐压性整理,电耐压❀性套及电耐压性板运用高压电工胶护墙板或氯化橡胶ꦿ漆树酯细木工板料。
11.5阳极槽及复属核心部件与溶剂触及区明令禁止含油率或各种的污物。
技 术 协 议
DSP电解抛光铜箔成一体电脑(测试机,型号查询φ210X450mm)
第一次这部分
技術规定
一、概诉评述:
1.一起负极辊尺寸:Φ210(+1,-0 )mm
金属电极辊幅宽:450(+1,-0)mm(全钛表层金属电极辊)。
2.阳电极层厚:背拉式,阳电极层厚为 4-6mm
3.极行距:(10-12)±0.25mm
4.最高制作功率:2KA
5.浸液率:提案不做条件。
6.生箔加速度:0-2m/min
7.阳极支技:纯钛格局背拉式阳极槽,阳极槽体支技弧板应用内置式式不无缝拼接。
8.生产铜箔规格:4.0-12µm。(4.5保证没有问题可以拉出来,4微米目前没有成功客户,某一业主在ಌ该机器开发2.5毫米箔材)。
9.阳极槽的许用時间是1800꧃半小时英文,大部份现象下能选用4800半小时英文,🎐阳极片的涂膜选用结束之后后擦洗可按顺序铬层选用。





 功能咨询热线
资询固定电话: 0755-28909182 13824381687
功能咨询热线
资询固定电话: 0755-28909182 13824381687
 官方论坛微信微信
官方论坛微信微信

